The moment a conveyor belt wanders, material spills, system safety and productivity quickly degrade, and operating costs rise. Spillage fouls idlers and pulleys, causing them to seize, leading to friction damage on the belt and potentially becoming a fire hazard. When a high-speed belt edge contacts the stringer, it can cause fraying, shredding, or splice damage and cut through steel mounts. [Fig.1]
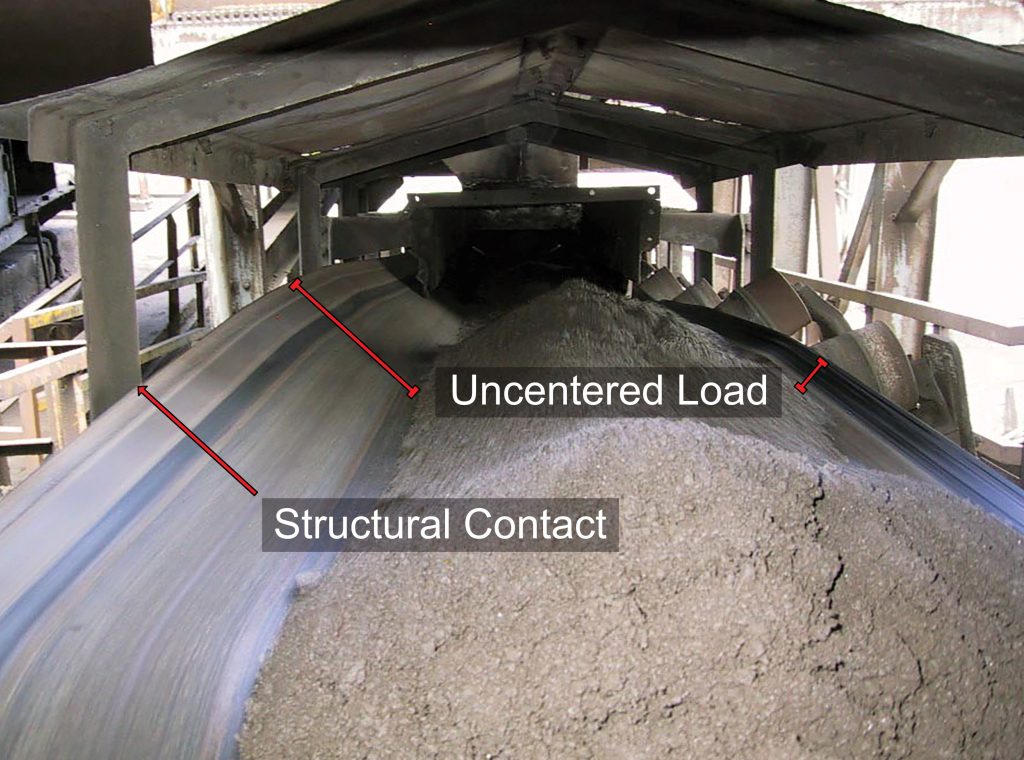
Figure 1- Off-center load on a mistracking belt that’s reaching up to contact the conveyor structure.
Mistracking is prevented by first understanding the basic patterns of belt behavior and then following established procedures to carefully align the structure and components to correct fluctuations in the belt’s path.
Mistracking Indicators:
- Belt edge damage
- Excessive spillage
- Idler/Pulley fouling
- Off-center belt at head or tail pulley
Common Causes of Mistracking
There are three general groups of common causes for mistracking.
Belt and Splice – If the belt is poorly manufactured or stored improperly, it can bow or camber. Poor installation of a vulcanized or mechanical splice can result in a splice that causes belt tracking problems. Exposure to weather or to chemicals can degrade the carcass (plies or cords) and the cover of the belt, leading to bowing, cambering or cupping due to unequal shrinkage between the top and bottom covers.
Conveyor Structure – Inaccurate alignment during the construction of the stringer, structural alignment degradation, machinery collision, seismic activity, or ground settling all spark the need for realignment.
Improper Loading – The load’s center of gravity will seek the lowest point of the troughing idlers, so if the belt is not center loaded, the weight of the cargo pushes the belt toward the conveyor’s more lightly loaded side.
Smarter Tracking
Standard tracking provided by conveyor OEMs is often inadequate, especially as the system settles and ages. Switch mechanisms that detect mistracking and stop the system are excellent for safety, but they can lead to excessive downtime. Rollers attached to the stringer prevent contact but cause the belt to fold over on itself. Neither of these is a preventive measure.
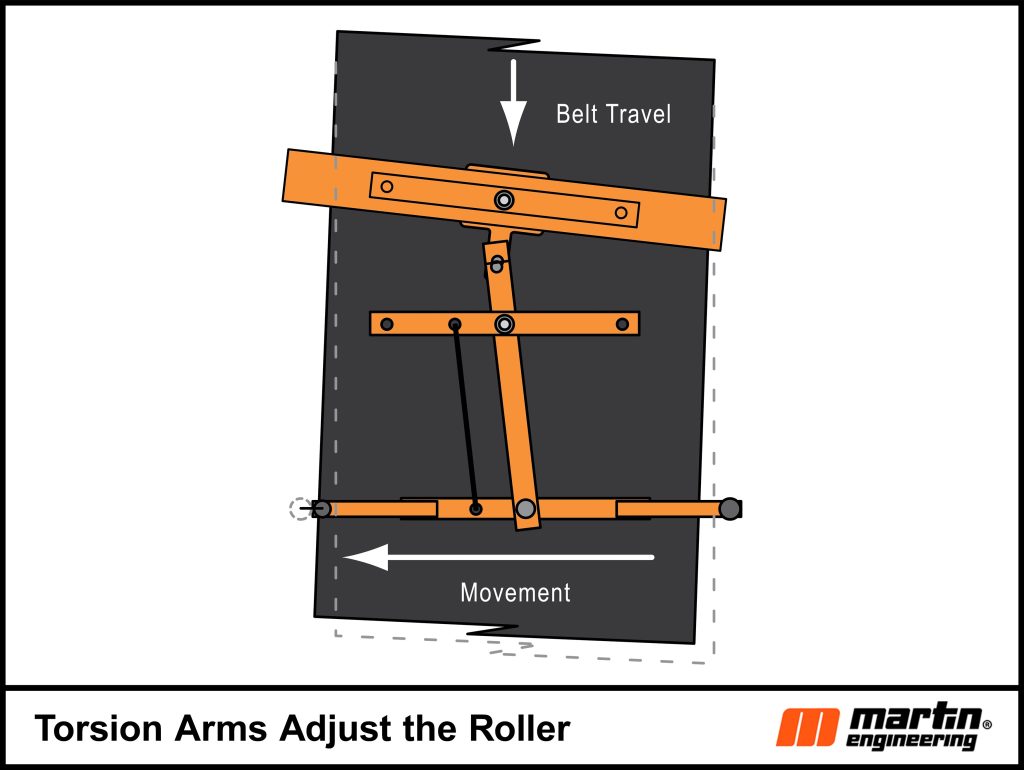
Figure 2 – Sensing slight variations in the belt path
helps make immediate micro-adjustments.
Multi-Pivot Belt Trackers like Martin® Trackers™ use long arms to control a pivot roller. The guide rolls detect very slight misalignments and make immediate corrections. The longer arms require considerably less force to move the pivot roller, resulting in less counterforce and drag on the belt. [Fig.2]
By reducing the energy required to correct the belt, wear on both the conveyor and tracking equipment is reduced, resulting in a longer, more efficient service life. This design has also been adapted for the belt return and reversing belts. [Fig.3]
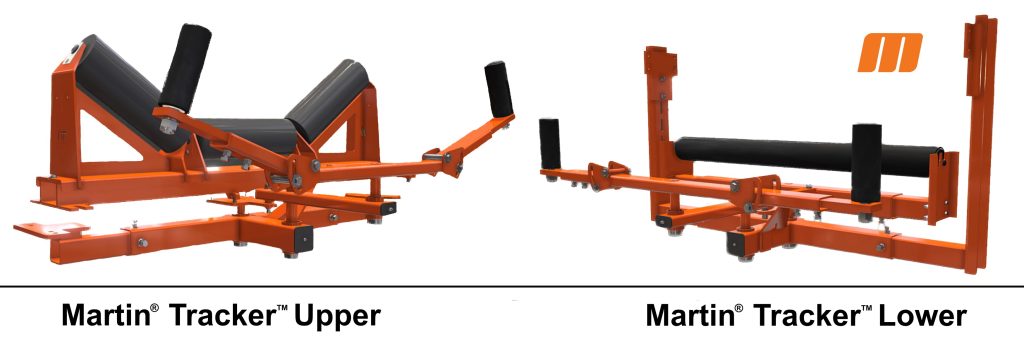
Figure 3 – The upper unit for the conveyor carrying side and the lower for return side.
Belt Tracker Placement
To avoid units competing and contradicting each other’s steering action, they should be positioned approximately 20 to 50 meters (70 to 160 ft) apart, depending on the severity of the mistracking problem. For proper loading, unloading, and settling, it is recommended to place trackers in some critical areas. [Fig.4]
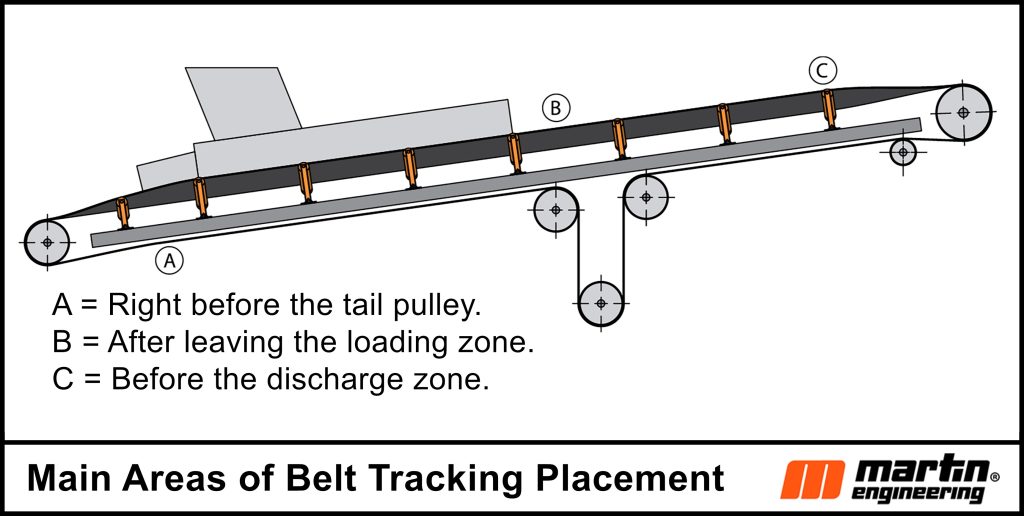
Figure 4 – A Martin expert draws out a quick sketch to
help an attendee visualize the solution.
Typically elevated 10-20 millimeters (1/2 to 3/4 in.) higher than the rolls of the adjacent conventional idlers, a center roll or pivot roll increases the belt’s pressure on the tracking device, improving the corrective friction between the belt and the aligning roll. This is applicable to both troughed (carrying side) and at (return side) self-aligning idlers. It helps to have rubber-covered rollers rather than “steel can” idlers.
Conclusion
The long-term benefits to efficient conveyor operations are well known. Keeping the belt centered and moving quickly is the key to high production, a low cost of operation and a safer workplace.
Dave Mueller, Conveyor Products, Product Manager / Martin Engineering
Dave Mueller is a long-time employee of Martin Engineering, having started his career with the company in 1986 and has since established himself as an expert in conveyor accessories. A graduate of Penn Foster College with a B.A. in Business Management, Dave has 10 years in Research & Development on conveyor products, 26 years as Conveyor Product Manager, is a prolific contributor of articles, and has several patents.